
Schneider Electric’s factory in Lexington, Kentucky, opened in 2019 as the first smart factory in the United States. The company transformed a 65-year-old facility into a state-of-the-art factory. As a result of their efforts, the technology reduced the mean time to repair by 20% and reduced energy consumption by 3.4% year over year.
Their deployment of industrial Internet of Things (IIoT) devices reduced paperwork by 90%. Schneider Electric also eliminated $500,000 of Work in Progress (WIP) inventory and removed data silos reducing downtime by 5%. The transformation took decades to complete due to the building’s age, with early investments beginning in the 1990s.
What is a Smart Factory?
According to Gartner, a smart factory is a concept that describes using different technologies to create hyperflexible, self-adapting manufacturing capabilities. These facilities can connect processes and information with the right people to improve efficiency and flexibility. Smart factories connect machinery and systems to generate data, improving end-to-end production processes and decision-making.
What makes a smart factory smart is the ability to generate data in real-time across an enterprise. The concept goes beyond merely utilizing robots to automate tasks or removing paper-based systems. Smart manufacturing can connect physical and digital actions for faster responses to market fluctuations throughout the supply chain.
How Do Smart Factories Work?
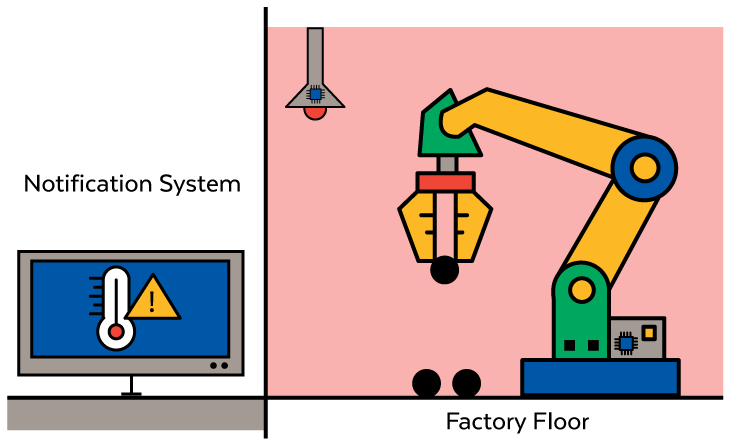
Smart factories rely on sensors and software to collect data. To do this, they need IIoT devices to capture information at every step in the manufacturing process. To visualize how this works in the real world, imagine sensors placed along an assembly line in a factory. One sensor detects an increase in ambient temperature above an established threshold. This temperature rise could indicate that unwanted friction is occurring and that manufacturing equipment may be close to failure. Sensors monitor incoming data and send an alert if the temperature continues to rise or fails to return to an optimal operating range.
Early notification systems allow operators to check the equipment before a failure occurs, preventing unplanned downtime. The result is continuous improvement through ongoing data acquisition.
What Are the Benefits of a Smart Factory?
The manufacturing sector (part of the goods-producing supersector) is embracing smart technologies in a big way. Grand View Research projects the global market for smart manufacturing technology to grow from $254.24 billion in 2022 to $787.54 billion by 2030. Many manufacturers are putting their resources into developing new technology as it offers numerous benefits, including:
- Cost Reduction: Smart technology can identify processes needing improvement, reducing errors and streamlining operations. All of these outcomes will lead to cost savings.
- Improved decision-making: Centralizing data and making it available for analysis enables personnel to make informed decisions based on data.
- Increased efficiency: Smart technologies minimize redundancies, automate repetitive tasks, eliminate waste, reduce downtime, and forecast inventory.
- Reduced carbon footprint: When a company can use its resources more effectively, it will see reduced waste. Manufacturing companies will gain greater visibility into the origin and transport of raw materials for improved sustainability.
The real-world benefits of deploying smart technology in a manufacturing facility, of course, depend on the unique functions of the facility itself. Industries struggling with labor shortages may benefit from automating processes and deploying robots. Highly regulated sectors can use shared data to ensure procedures adhere to all relevant regulations and standards. To maximize data availability, manufacturers need first to deploy IIoT devices, a process that can be costly without using power over Ethernet (PoE).
What Are the Challenges of Smart Manufacturing?
Many manufacturers are building smart factories, but only some have reached a level where comprehensive data capture delivers standardized information to a central repository for advanced technologies to use. Part of the overall industry’s delay in adopting this technology comes from the growing demand for more robust solutions.
More Power
Integrating peripheral devices poses a challenge for many facilities. They need data connections with high-speed Ethernet but are often constrained by power limitations. Adding new devices may not be possible with older wiring, or it may be too expensive to reposition a building’s internal electrical infrastructure. Hybrid solutions such as power over Ethernet (PoE) can help bridge the gap. The latest PoE technology can deliver high-speed power and data connectivity to power the devices. PoE reduces cabling requirements, conserving valuable resources.
Superior Speed
Smart manufacturing needs Industrial Ethernet to deliver superior speed. With massive amounts of data that must be transmitted, faster speeds minimize the impact on operations. The latest PoE standard increases bandwidth into the gigabit range and ups power to 95W. Smart factories had struggled to find cost-effective data delivery solutions before the latest standard became available.
This new standard is known as IEEE 802.3bt, and it increases PoE capacity to support high-definition PTZ cameras, digital signage, and Wi-Fi 6 access points. A type 4 PoE device allows Industrial Ethernet systems to deliver power and speed to meet the increasing demands of smart factories.
What is Power over Ethernet (PoE)?
PoE technology enables an Ethernet cable to carry power and data. An IIoT device, such as a camera or sensor, needs two connections. One cable connects to the network, and the other wire connects to a power source. PoE devices require only one cable for both power and data transmission.
What Role Does PoE Play in Smart Factories?
PoE can play a pivotal role in the development of smart factories. As more devices are deployed to collect data, companies will be facing significant costs to run power across an enterprise. With PoE technology, power can be delivered across the same cable that connects devices to the corporate or factory network.
PoE also helps manufacturers with their sustainability goals. Less power consumption means less dependence on fossil fuels. Saving energy helps reduce harmful emissions that damage the environment.
What Are the Four Types of PoE?
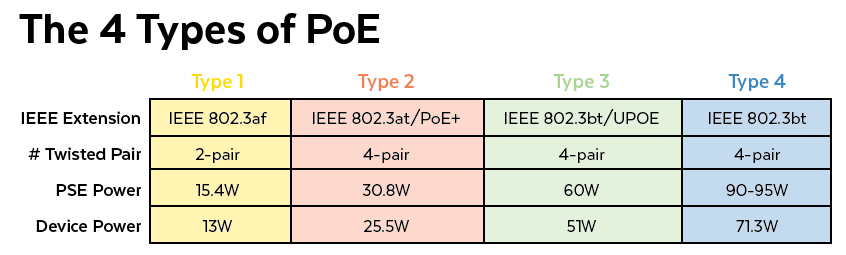
The Institute of Electronics Engineers (IEEE) issues standards regarding PoE devices. Currently, there are four standards in place:
- Type 1: IEEE 802.3af supports up to 15.4W of power per device.
- Type 2: IEEE 802.3at delivers up to 30.8W of power.
- Type 3: IEEE 802.3bt handles devices needing up to 60W of power.
- Type 4: IEEE802.3bt provides up to 95W of power per device.

These power requirements can address the simple demands of a single sensor or the complex capabilities of an IP-based camera.
Planet Technology distributes PoE devices from its headquarters in Chino, California. Access to major transportation routes allows orders to be processed quickly for prompt delivery. If you’re building a smart facility and want to reduce costs, consider Planet Technology’s PoE IT networking solutions. Contact us today to speak with an advisor.